您好,欢迎来到江苏德而威特殊钢有限公司官方网站!
咨询热线:183-5162-1611




磁粉检测表明,大型齿轮轴渗碳件一般采用mocr0.5mm,齿轮轴表面质量不超过mocr0.5mm的要求。
根据产品技术要求,采用的工艺流程为:电弧炉粗炼→钢包炉真空精炼→真空浇注→锻造→锻后热处理→粗炼→理化性能→无损检测→接头检验→毛坯包装发货。
磁迹分析:磁迹一般由以下原因引起:磨削裂纹、材料白斑、淬火裂纹、锻件裂纹和非金属夹杂物。根据磁迹的外观、形状和分布,可以初步确定大部分原因。从缺陷的分布形式来看,缺陷分布在工作面50mm以内,基本沿工作轴方向,材料的白点可以消除。由于工件没有淬火和磨削,也可以排除淬火裂纹和磨削裂纹的可能性。为了找出磁迹缺陷产生的原因,对工件进行了进一步的分析。
缺陷性能分析:为了提高磁粉检测中缺陷的检出率,在产品中添加4MHz 45°探头超声波检测,对磁粉检测中发现缺陷过多的产品进行解剖分析。金相检验表明,夹杂物尺寸较大,呈链式分布。用扫描电镜对夹杂物进行分析。结果表明,它是由Al、CA、Mg、O等组成的一种复合氧化物。
夹杂物分析:根据磁迹缺陷的金相检验结果,该夹杂物尺寸较大,为外来夹杂物;这种夹杂物在热加工过程中不变形,而是沿加工方向(轴向)断链分布。从扫描电镜分析可以确定,这种包裹体是一种以铝和钙为主的复合氧化物。
为防止缺陷应采取以下工艺措施:
(1)降低产品总氧含量。从以上产品分析结果可以看出,氧化物夹杂是产品报废的原因,因此在工艺过程中降低产品总氧含量尤为重要。加强浇注过程中钢水的保护,采用先进的浇注工艺方法,完全避免浇注过程中的二次氧化。
(2)防止异物。选用耐火材料,进一步提高钢水纯度;钢锭模具及铸件附件应严格清洁,避免污染。

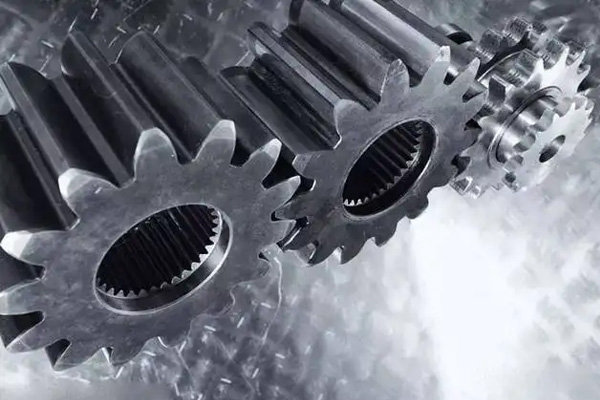

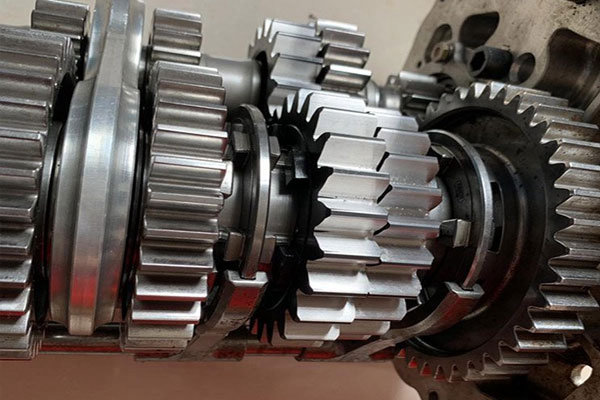
锻件齿轮钢


2022-03-30 12:26:03


